激光焊机操作和使用方法
时间: 2023-11-26 20:25:54 | 作者: 江南体育入口下载安卓手机版
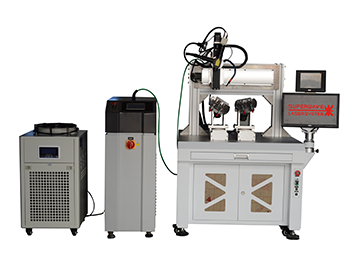
先上这个,先上这个 啊,对, 是不是这边凸出来了,就大概抵到这一个位置啊。在他的下方一点点 对好,然后剩下的用小扳手把它固定住, 这个不能碰到轮子,然后用螺丝把它顶紧就可以了。对,离轮子要有一定的间隙的。这就是上送司机的连接, 然后往后站一点 对出来了,然后再往前送, 压住这个槽,往前送,要送到前面,再往前送。好,压紧的。把这个放下来,压紧往上拔。 耶耶, 这边还有一个也要压紧 好。这个数字机内部安装就完成了。这设备的一根电源线由五根线组成, 地线,零线,这三根是火线。喏 l 一 l 二 l 三,这三根是火线,这根是零线。这, 这是地线。 p e 不要停,继续。 设备的开机一共有三个按钮,这是急停,冷水机和激光器。先打开冷水机,能够正常的看到这边慢慢的开始运行了, 等待他到二十三度或二十八度之间啊。现在打开已经到二十五度了,那就能不用等待了,直接打开激光器。 打开激光器以后,能看到设备的红光已经出来了。激光,激光的红光已经出来了。这个是已经安装好的送丝啊。送丝已经安装好了, 把枪整个枪露出来,送丝机已经安装好了。呃,这边的刻度的话,基本上百分之八十的设备都是对准着零的刻度。零刻度。然后送丝管,导丝管是在这个筒嘴的下面一点两三毫米的地方,不能离得太远,因为太远的话丝会上下的晃动。 旁边这个是送司机啊,看下送司机的内部结构啊, 通过这盘丝从这边出来,经过两个送丝轮,再通过这一个送丝管,最后到枪到达枪头这边,枪管的下面啊,这就是枪与送丝的一个安装。 安装之后我们怎么调参数?这是我们的一个操作 屏幕,我们只需要调一个扫描宽度,就这个,还有这个,这两个怎么调呢?在工艺里面,我们只需要调扫描宽度和峰值功率,其他的都不需要。去改变宽度的话, 决定了他这个红光的宽度最大可以调到五,我可以调个五,看一下他的变化,必须要点导入, 改完五之后要点导入,点导入才可以,不点导入他是不会生效的。然后再看一下现在的红光的变化,他已经变宽了,绝大多数都是用不到五的,用三就可以了, 你对着红光啊,我现在点导入,他已经变窄了。还有个就是功率,这台功率呢,最大是三千瓦的,我们现在先调个六百,他最大 能支持三千啊,也是点导入,现在是三千,但是我们作为实验的话,不需要调到三千,调六百就可以了。点导入再返回。 在焊接之前,我们肯定要检查这个气体,我们会留一根气管出来,检查这个气体有没有连到这个表上面, 他的气压大概是在十五左右啊, 大概是在十五左右。 好,然后我们拿起这个地线夹,设备的后面还是有一个这个 夹子的,这个夹子必须与他的嘴子导通,你为什么穿那么近啊,必须与嘴子导通来。可以看一下屏幕,如果他与 与这个枪嘴搭搭出,搭碰了以后这个灯会变绿,这样你才会才能进行焊接,如果你不碰到,他就不会导通,一定要枪头与你所焊的空间,要用夹子把它夹住,他才会导通,导通了才会出光。来。看一下, 包括平焊 好。
啊,这个还有个知名的漏点是焊接过程中呢焊的焊缝呢会产生气孔。呃,单边还双面成型以后打磨以后,我这个办法是肯定是行的通的。首先是摆动啊,摆动加快。第二个焊接过程中焊接这个不锈钢板, 单变焊双边成型了以后,马上去打磨出来看效果。单变焊双边成型,那么要实现最好的焊焊接的话,肯定不能有气孔的来打磨,拿过去打磨一下,待会拍给大家看一下啊。 那这个地方就一点没有气孔了,焊焊接点绝对就没有气孔了啊,就就很漂亮的对吧。一点没有气孔就解决了气孔的问问题了。哎,我我摸一下你看出来很漂亮的。
如果你正在使用激光手持焊,如果你计划上激光手持焊,如果你是销售激光手持焊的厂家,下面的视频一定看完,你会感谢我啊!如何正确使用激光手持焊?这样绝大多数都是一个标准的一个操作方式哈。 护目镜,手套、口罩。这里有个重点,激光直射方向,严禁散人。十二毫米厚的型材。我们现在来看一下破坏性实验啊!来瞧瞧,看牢固度怎么样?你猜猜这个小伙子的手力气有多大?接触灭火器六七百公斤。 这个这个, 画了个耳朵哈,小耳朵看到没?这器材都变形了。
我们现在用一千瓦的手持激光焊焊接一个两毫米的铝板,大家看效果啊。咱是进行一个不加丝的焊两毫米铝板来进行 打一个点固定一下, 这个是两毫米的铝板,别动别动, 看一下效果,越烫啊越烫咋办? 两毫米的铝板不变形, 简单易操作,看这是多么的美观。
这就是手持式极光焊接机,它可以焊接多种材料啊,铜、铁、铝、不锈钢,这一台机子都可以去满足大家的使用啊。像这样的机子呢,它还不挑工人,小白都可以去操作。这台机子焊出来的焊道呢,同样这么漂亮。
现在谁还用电焊机啊,有了它,金银铜铁铝都能焊,简单易操作,焊缝美观牢固,无需打磨,还赠送专用的焊丝,能产生上千度的高温,什么油箱水箱轻松搞定。
其实在焊接领域哈,保板是最难焊接的。保板还要技术的,技术要有很高。技术不行啊,一焊一个洞,一焊一个洞啊。那手持机关焊会不可能会出现这种问题?我们今天来试一下 零点三的不锈钢。这个是零点三毫米的不锈钢哈。那我就教教了一下哈。教了一下动作,现在来看一下哈。 对,好。嗯。提枪的时候别送开关,不要送。嗯,不要送,直接抬起来就可以了。这个是零点三的。这个是零点四的啊。再试一下,不要按开关。
打开这个门盖里面的配件,拿出来取出电源线,我们把它去安装送司机。我们会有一个七星航插的线,然后把它插到这个插口上, 打开电源电热通套,然后扭松这个螺丝,从这里去,不要插到这个轮子,扭上紧这个螺丝就可以了,然后把这个保护纸撕掉。 然后我们送丝轮是配有四种规格的,也有也是零点八,一点零跟一点二一点六的。我们现在装的这一套轮子是零点八跟一点零的,能够正常的看到这里有个零点八,这边有 一点零。在我们安装的时候,如果你要用到一点零的,你就把一点零往往里面去,这样你就只是一点零的卡槽,如果是一点二的,那你就用个一点二的轮,然后我们另外配的一组送四轮就在这个工具袋这里装着的, 我们把它收好,然后我们下一步就开始装湿。我们用的是一点零的轮,所以我们现在拿个一点零的丝,丝的方向向后转的,然后我们把这个 把这个螺帽取掉,这螺牙是反反方向的,然后把丝套进去。调整之后我们把丝从这里怼进去,只要去 重视管理,然后把这个容貌把它扭死,然后这里把它掰上去。这个调制的压力我们一般在三到四之间。 然后我们就可以调试一下送师速度,这有个送师加速,因为这样送师师来会比较节约时机,然后我们就可以按这个手动送师,然后他就会把师一直送过去。 我们在第一次送丝出来的时候,最好是把这个铜嘴卸出来,要顺畅,这个丝等它出来之后,我们再装上去送丝管的铜嘴扭上,若需要调焦距的话,那我们是要把 这个刻度管这里调到零左右就可以了。扭紧打一下光, 可以看得到这个点的火花是四色的,你高一点没有,低一点没有的。这一个位置就是焦距点。在焊之前加焊丝的话,我们肯定要把红光打在这个丝的中间。 在我们焊之前,我们把安全夹夹在工作台上,然后我们就可以焊接。
有人想了解手持激光焊接机,今天他来了。 手持激光焊接机可焊不锈钢、碳钢、铝板等,方便灵活,即开即用。 与传统的压货焊相比,手持激光焊有以下优点一、不需要有专业的焊接知识,操作人员只需要一小时左右时间培训就可上手。 二、占地面积小,方便灵活。三、焊接一次成型基本无变形。四、焊缝美观,无焊吧,无需打磨。五、安全性强。相比传统电红焊,手持激光焊接机节能百分之八十到九十,加工成本 可下降约百分之三十。手持激光焊接机如今可大范围的应用于橱柜、厨卫、楼梯、电梯、 机箱、机柜、门窗制造、不锈钢家居等行业。它可以有效进行复杂、不规则的焊接工序,并且在进行焊接作业时无需耗材,可以有明显效果地帮企业节约时机,降低成本。
各位老铁,今天给大家演示一下一点五厚的不锈钢拼接焊好,现在有请我们师傅焊一下。大家看到啊,这个焊的很快,一下子就焊完了。 好的,然后我们把它夹住,用锤子敲一下,看看他的牢固度怎么样,会不会在敲的过程中那个焊缝会断裂啊。如果说没有断裂的话,各位老铁喜欢的话就点个赞哦。好,我们再反过来敲一下哇,依然很牢固,都没有断裂,焊缝很完整啊。谢谢各位老铁点赞!
今天给护栏行业的客户打样,他带过来的样品是两毫米的方管。我们第一步进行两点固定,两端固定好了以后,我们就直接开始焊接,焊接完平角焊缝以后,我们焊反面, 反面焊好了以后,我们焊接内角,焊缝一到成型。最后我们来焊接外包角,焊缝 好了,现在全部焊好了。大家看一下焊缝吧,是不是非常的漂亮。如果你很感兴趣的话,可以双击关注我们哦。
一千五百瓦手持激光焊机,焊机表好用,心脏清洗牢固美观,速度快,效率高,不用二次打磨,减少人工费。
看到这个机器,大家小心了,再不好好努力,将来别说搬砖的体力活没有了,连砌墙的技术活都少了,你看他把这活干的多地道啊。你别说人家效率高不高,最关键他 可以二十四小时不停的干,你也别算他耗电,老板说了你还吃饭耗粮呢。开荒的机器是这样的,还是无限操作,别说人去对着那些。
大家好,我是老张啊,最近这个激光焊存在很大争议,有说好的,有说不好的,今天我给大家测试一下。 我现在手里拿的是一台新权力生产的激光焊,他的功率是一千瓦,他这样的价格呢,不到两个 w。 咱们首先测试一下这个碳钢板,这个板大概有三个厚, 那这个就是他的一个成型效果。来大家看一下怎么样客观的分析这样的一个问题啊。首先呢,这个 缺点就是枪有点重,刚开始拿有点不适应,但是他的优点还是很多的,新手一个小时左右就能上手操作。然后他这个焊接速度确实快,是雅观的几倍,他这个成型啊 也是没问题的,做钣金厨卫啊,更适合入手。今天我没有准备太多材料啊,下期给大家伙儿一起来分享一下铝焊和不锈钢吧。